Top 10 Benefits of Using Wire Mesh Belts in Industrial Applications?
Wire Mesh Belts are integral to modern industrial processes. These belts offer numerous advantages that enhance efficiency and productivity. Industries often rely on reliable materials, especially in demanding environments. Wire Mesh Belts stand out for their durability and versatility.
The benefits of using Wire Mesh Belts in various applications cannot be overlooked. They provide excellent airflow, which is crucial in many processes. Additionally, their resistance to high temperatures allows for effective operations in heat-intensive tasks. Companies embracing these belts often report reduced downtime and lower maintenance costs.
Yet, not all usage scenarios yield perfect results. Factors like belt design and material choice significantly impact performance. It is essential to reflect on individual needs and application specifics. This awareness can lead to more informed decisions and ultimately better outcomes in industrial applications.
Advantages of Wire Mesh Belts in Material Handling Processes
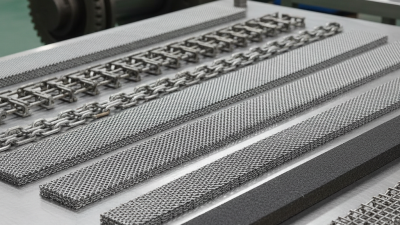
Wire mesh belts are integral to modern material handling processes. These belts offer unmatched durability and flexibility. They can withstand high temperatures and harsh environments, making them ideal for various industrial applications. Wire mesh belts allow for excellent airflow and drainage, which is essential for drying and cooling processes. This feature enhances efficiency and product quality during production.
Tips for using wire mesh belts include ensuring proper tension and alignment. This will prolong the life of your belt and reduce wear. Regular inspections are crucial. Look for signs of corrosion or wear. Addressing these issues early can prevent costly downtime.
While wire mesh belts offer numerous benefits, they may not be suitable for every application. Consider the specific needs of your materials and processes. Weigh the advantages against potential drawbacks, such as higher initial costs. Making informed decisions will help you maximize the effectiveness of your handling systems.
Enhanced Durability and Longevity of Wire Mesh Belts
Wire mesh belts have gained recognition in industrial applications for their enhanced durability and longevity. Studies indicate that they can last up to three times longer than traditional belts. This longevity translates to reduced downtime during operations, which is critical in high-demand environments. Industries such as food processing and packaging benefit significantly from this durability. Wire mesh belts resist wear and tear better, allowing for repeated use without compromising efficiency.
One reason for their robustness is the material composition. High-quality stainless steel or woven metal provides resistance to corrosion and extreme temperatures. According to industry reports, approximately 75% of manufacturers observe fewer maintenance issues with wire mesh belts compared to their fabric counterparts. This reduction in maintenance contributes not only to cost savings but also to improved production rates. Regular replacement and upkeep of traditional belts can disrupt workflow, whereas wire mesh systems maintain performance consistently over time.
Despite these advantages, it is essential to acknowledge potential challenges. Initial investment may be higher, demanding careful evaluation of long-term benefits. Additionally, improper installation can lead to issues that affect the belt's durability. Continuous training for operators is necessary to maximize performance. Regular assessments can strengthen the reliability of the systems and ensure they meet operational needs efficiently.
Improved Airflow and Cooling Efficiency in Industrial Systems
Wire mesh belts have become vital in various industrial applications due to their ability to improve airflow and cooling efficiency. The design of these belts allows for a free flow of air around the products being processed. This enhanced airflow is crucial in cooling systems where temperature control is essential. The mesh structure promotes rapid heat dissipation, which can significantly extend product life and maintain quality.
To maximize the benefits of wire mesh belts, operators should pay attention to the belt's material and weave pattern. A tighter weave can improve stability but may restrict airflow. Experimenting with different designs can help find the optimal balance for your specific cooling needs. Regular maintenance is also key. Inspect the belts for wear and tear, as even small damages can affect airflow.
Consider implementing a monitoring system to track temperature and airflow in real-time. This can provide insights into how well your systems are functioning. If cooling efficiency decreases, it might indicate that the wire mesh belt needs cleaning or replacement. Remember, a reliable cooling system is critical to maintaining product integrity in industrial settings.
Versatility of Wire Mesh Belts in Various Manufacturing Environments
Wire mesh belts have become a staple in various manufacturing environments due to their incredible versatility. These belts are commonly used in industries such as food processing, packaging, and electronics. They are designed to handle different materials and temperature ranges, making them suitable for diverse applications. In food processing, for example, wire mesh belts allow for proper air circulation, ensuring even cooking and drying. This feature enhances product quality and minimizes waste.
The adaptability of wire mesh belts is evident in their various designs. They can be customized to accommodate specific tasks, such as high-speed transport or heavy loads. Moreover, they are often corrosion-resistant, proving beneficial in environments where moisture is prevalent. However, their installation can sometimes be complex, depending on the equipment and production setup in place. This complexity might require additional training for personnel, posing a potential challenge.
Despite their advantages, there can be drawbacks. For instance, improper maintenance of wire mesh belts can lead to premature wear and tear. Likewise, while they excel in high-temperature settings, prolonged exposure can sometimes compromise their integrity. Business owners must weigh these factors carefully. Balancing versatility and potential risks is crucial in maximizing the benefits of wire mesh belts.
Top 10 Benefits of Using Wire Mesh Belts in Industrial Applications
| Benefit |
Description |
| Durability |
Wire mesh belts are highly durable and can withstand extreme temperatures and heavy loads. |
| Versatility |
They can be used in a variety of manufacturing processes, including food processing, metalworking, and electronics. |
| High Airflow |
The open structure allows for excellent airflow, which is beneficial in drying and cooling applications. |
| Easy Cleaning |
Wire mesh belts are easy to clean, reducing maintenance time and increasing hygiene standards. |
| Weight Reduction |
Lighter than traditional belting systems, which can lead to reduced energy consumption in machinery. |
| Temperature Resistance |
Wire mesh belts can operate efficiently in a wide temperature range, from freezing to very high heat. |
| Customization |
Available in various designs and materials to fit specific industrial needs and applications. |
| Reduced Downtime |
Their robust design helps to minimize downtime and enhances overall production efficiency. |
| Chemical Resistance |
Many wire mesh belts are resistant to various chemicals, making them suitable for diverse environments. |
| Cost-Effectiveness |
Long lifespan and low maintenance requirements contribute to cost savings over time. |
Cost-Effectiveness and Maintenance Benefits of Wire Mesh Belts
Wire mesh belts are increasingly valued for their cost-effectiveness in various industrial applications. According to a market analysis by Grand View Research, the use of wire mesh belts can reduce operational costs by up to 20%. This is largely due to their durability and extended operational lifespan. Unlike traditional belts, wire mesh can withstand high temperatures and harsh chemicals, minimizing the need for frequent replacements.
Maintenance is another significant advantage. Many manufacturers report a 30% decrease in maintenance costs when switching to wire mesh belts. Regular inspections are easier, as the open structure allows for quick debris removal. However, the need for proper lubrication and tension maintenance is critical. Neglecting this can lead to uneven wear and potential system failures.
Operators often find that implementing wire mesh systems requires initial training. Educating staff on best practices is essential. While the immediate return on investment can be impressive, a focus on long-term strategies is also advisable. Understanding wear patterns and potential weak points in the belt system can lead to better performance. This approach fosters reliability and supports continuous improvement in production processes.
Top 10 Benefits of Using Wire Mesh Belts in Industrial Applications