Top 5 Best Chain Conveyor Belt Options for Efficient Material Handling?
In the rapidly evolving world of material handling, the efficiency of operations relies heavily on the right equipment. One standout solution is the Chain Conveyor Belt. As industry expert, John Smith, states, “Choosing the right chain conveyor belt can make all the difference in operational efficiency.” This insight highlights the importance of selecting the best technology for processing and transporting materials.
Chain Conveyor Belts are robust and versatile. They offer solutions for various industries, including manufacturing and agriculture. However, not all belt options are created equal. The effectiveness of a chain conveyor belt can vary greatly. Key factors include durability, load capacity, and maintenance ease. Each factor plays a significant role in reducing downtime.
Investing in high-quality Chain Conveyor Belts can lead to long-term savings. Yet, many businesses may overlook these benefits. They might prioritize cost over quality, leading to inefficiencies. A thoughtful selection process is crucial. Deciding on the right belt requires careful consideration of specific needs and conditions.

Overview of Chain Conveyor Belts in Material Handling
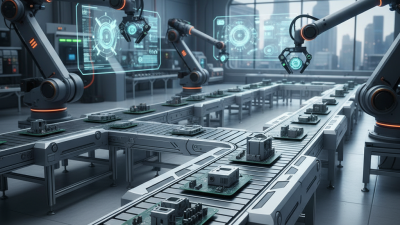
Chain conveyor belts play a vital role in efficient material handling across various industries. They offer unparalleled reliability and efficiency, particularly in moving heavy loads.
According to a report by the Material Handling Industry of America (MHIA), chain conveyors are integral to logistics, boosting productivity by up to 30%. They are found in manufacturing, distribution centers, and even agricultural applications.
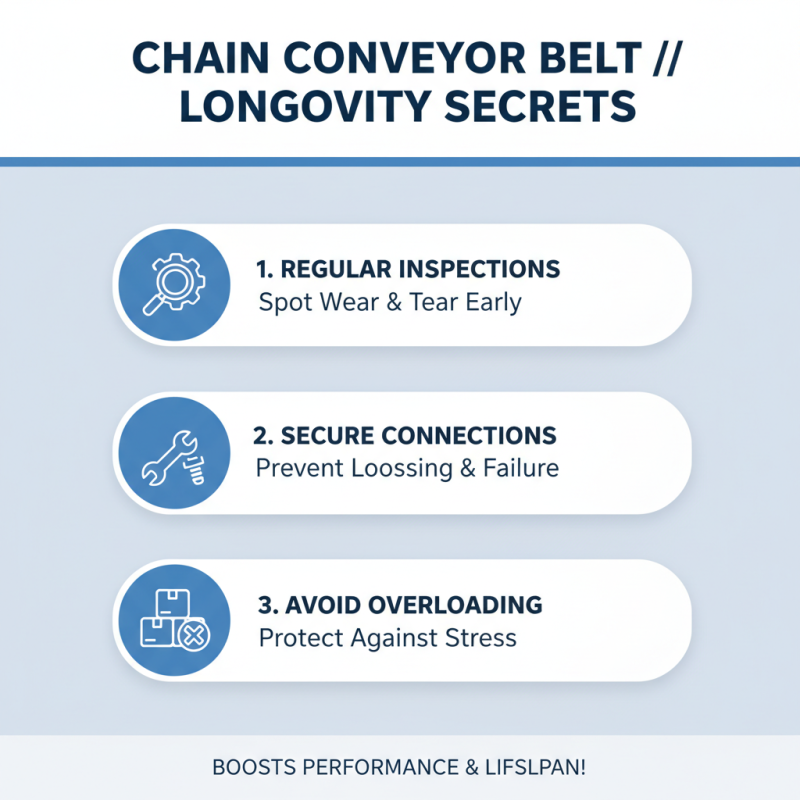
Durability is a key feature of chain conveyor belts. They are designed to withstand harsh conditions and resist wear and tear. However, improper maintenance can lead to costly downtimes. Regular inspections and timely replacements are essential. A survey from the Conveyor Equipment Manufacturers Association highlights that companies that implement preventive maintenance practices experience fewer breakdowns and lower operational costs.
Tips: Choose the right type of chain belt for your specific materials and environment. Consider factors like load weight and operating temperature. Efficiency can be maximized by ensuring proper alignment and tension. Even small adjustments can prevent future mechanical failures. Remember, maintaining a balance between cost and quality is crucial for longevity.
Key Features to Consider When Selecting a Chain Conveyor Belt
When selecting a chain conveyor belt for material handling, several key features must be considered. Durability is crucial. Look for materials resistant to wear and tear. A well-constructed belt can handle heavy loads without frequent replacements. In addition, consider the type of load. Different materials may require specific belts for optimal efficiency.
Another important aspect is the design flexibility. Some conveyors can be modified to fit various systems. This adaptability can save time and costs in the long run. Furthermore, maintenance requirements are essential. A belt that is easy to clean and maintain ensures seamless operations. However, finding a balance between features and cost can be challenging, often requiring further analysis.
Lastly, compatibility with existing equipment matters. Spending time to ensure proper integration can prevent future issues. Choosing a belt that aligns with your machinery avoids costly downtime. While there are numerous options, the right choice often involves trial and error, reflecting on previous experiences. It's all part of the process of finding the best fit for your specific needs.
Top 5 Best Chain Conveyor Belt Options for Efficient Material Handling
| Option |
Material Type |
Load Capacity (kg/m²) |
Operating Temperature (°C) |
Key Features |
| Option 1 |
Steel |
200 |
-20 to 100 |
Durable, high strength |
| Option 2 |
Plastic |
150 |
-10 to 70 |
Lightweight, corrosion resistant |
| Option 3 |
Stainless Steel |
250 |
-50 to 150 |
Hygienic, easy to clean |
| Option 4 |
Aluminum |
180 |
-20 to 60 |
Lightweight, good for low loads |
| Option 5 |
Composite |
170 |
-30 to 80 |
Flexible, impact resistant |
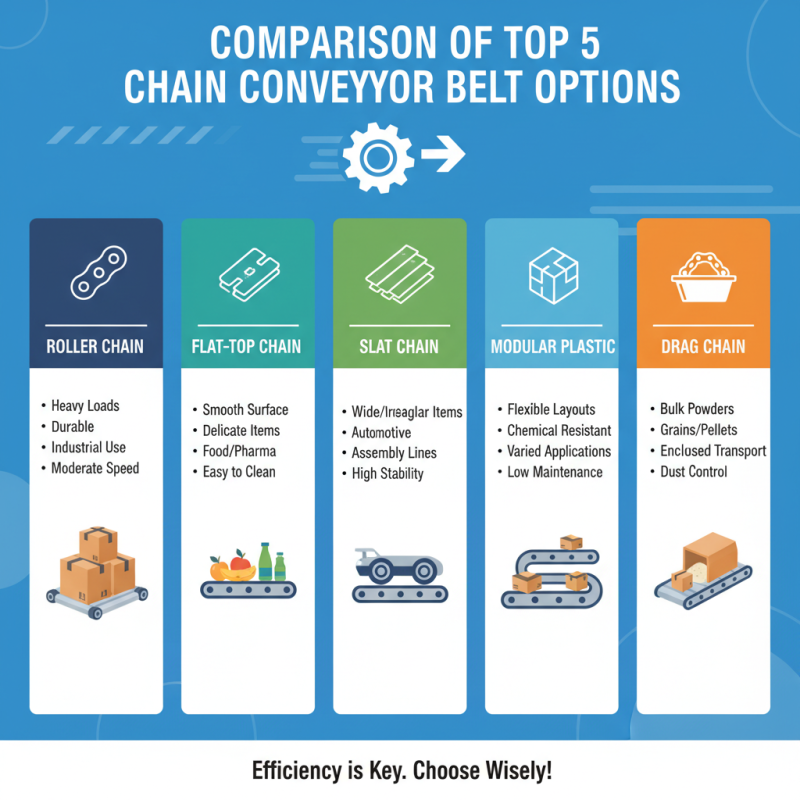
Comparison of the Top 5 Chain Conveyor Belt Options
When choosing a chain conveyor belt, efficiency is key. Several options stand out in the market, each with unique features. Each belt type caters to specific material handling needs, be it heavy loads or delicate items. It’s important to analyze their strengths and potential weaknesses.
Consider the design of the chain conveyor belts. Some offer modular sections for easy maintenance, while others may lack this flexibility. The material quality also varies, impacting durability. We see options using plastic, metal, or composite materials. Each type influences performance and longevity under different conditions.
In real-world applications, users may find unexpected challenges. A belt that excels in one environment might struggle in another. It’s vital to assess the operating conditions before making a decision. Ultimately, understanding these differences can lead to improved productivity and less downtime in operations.
Applications of Chain Conveyor Belts in Various Industries
Chain conveyor belts play a crucial role in various industries. They assist in the automated movement of materials, enhancing efficiency. Whether it's manufacturing, food processing, or logistics, these belts streamline operations.
In food processing, chain conveyor belts are essential for transporting ingredients and finished products. They ensure hygiene and prevent contamination. The robust construction of these belts supports heavy loads. This makes them reliable in demanding environments. In manufacturing, they help manage the production flow. Adequate design can minimize downtime and increase output.
Tips: Regular maintenance of chain conveyor belts is vital. Check for wear and tear frequently. This can prevent unexpected breakdowns and improve longevity. Another key point is proper alignment. Misalignment can lead to uneven wear and can be costly over time. Engaging with professionals for installation is often underestimated. Their expertise ensures optimal performance.
Logistics companies benefit significantly from chain conveyor systems. They optimize sorting and packaging processes. This results in faster delivery times. However, over-dependence on automation can lead to a lack of manual oversight. It’s essential to balance technology with human input.
Top 5 Best Chain Conveyor Belt Options for Efficient Material Handling
This chart showcases the performance ratings of different types of chain conveyor belts used across various industries. Steel conveyor belts are rated highest for their strength and durability, making them ideal for heavy-duty applications, while plastic modular belts cater to food processing industries with their hygiene standards.