What is Mesh Belt and Its Applications in Modern Industries?
In modern industries, the use of Mesh Belt has become increasingly prevalent. This versatile component is critical in various manufacturing processes. Mesh Belts, made from interwoven metal or synthetic materials, provide durability and flexibility. Their design allows for efficient product handling, making them suitable for diverse applications.
Industries benefit from the unique features of Mesh Belts. They are utilized in food processing, packaging, and textile sectors. The ability to withstand extreme temperatures is essential in many settings. However, not all applications perfectly match the strengths of Mesh Belts. Some projects may reveal limitations in weight capacity or load stability.
Choosing the right Mesh Belt involves careful consideration. Companies must evaluate their specific needs and processes. Reflection on operational requirements can lead to better choices. Understanding these aspects helps optimize performance while minimizing inefficiencies. The journey toward enhanced productivity often involves trial and error, embracing the imperfections along the way.
Definition and Characteristics of Mesh Belts
Mesh belts are versatile components used in various modern industries. They are often defined as a type of conveyor belt made from interconnected metal or plastic strands. These belts provide a flat, stable surface for transporting goods. One standout feature is their high ventilation capability, allowing for air circulation during the carrying process. This is crucial for applications that require cooling or drying.
According to a recent industry report by Allied Market Research, the global mesh belt market is projected to reach $5.7 billion by 2027. This growth reflects the increasing need for efficient material handling solutions. Industries such as food processing, automotive, and electronics heavily rely on mesh belts. For example, in food production, these belts support hygiene by being easy to clean and resistant to contamination.
However, there are challenges. Mesh belts can wear out, leading to downtime. Regular inspections are essential to identify wear patterns. Additionally, noise levels can be higher compared to solid belts, creating potential work environment issues. Striking the right balance between durability and noise reduction remains a point of contention among engineers and manufacturers.
Materials Used in Mesh Belt Manufacturing
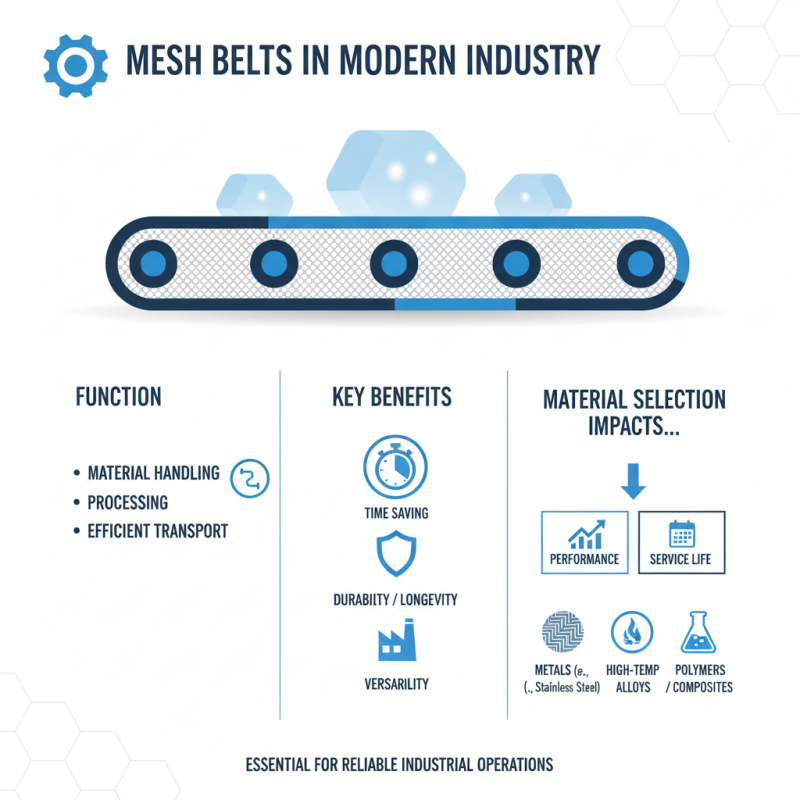
Mesh belts are essential components in various modern industries. They provide efficient solutions for material handling and processing. The choice of materials used in manufacturing mesh belts significantly impacts their performance and longevity.
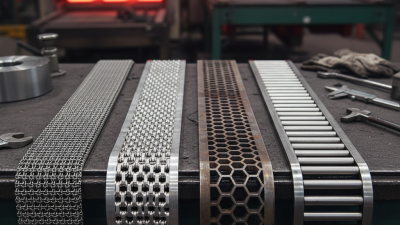
Common materials include stainless steel, plastic, and carbon steel. Stainless steel is resistant to corrosion and high temperatures, making it ideal for food processing. A study from the American Society of Mechanical Engineers indicated that stainless steel mesh belts can increase production efficiency by up to 30% in food applications. On the other hand, plastic belts offer lightweight options with good flexibility, suitable for the textile and packaging sectors. Their lower cost can attract businesses with tight budgets.
While these materials have advantages, there are potential drawbacks. Stainless steel can be expensive and heavy. Plastic may not withstand high loads for extended periods. A report from the International Journal of Industrial Engineering noted that improper material selection might lead to frequent replacements, increasing operational costs. It emphasizes the need for industries to evaluate their specific requirements before selecting mesh belt materials.
Industrial Applications of Mesh Belts in Food Processing
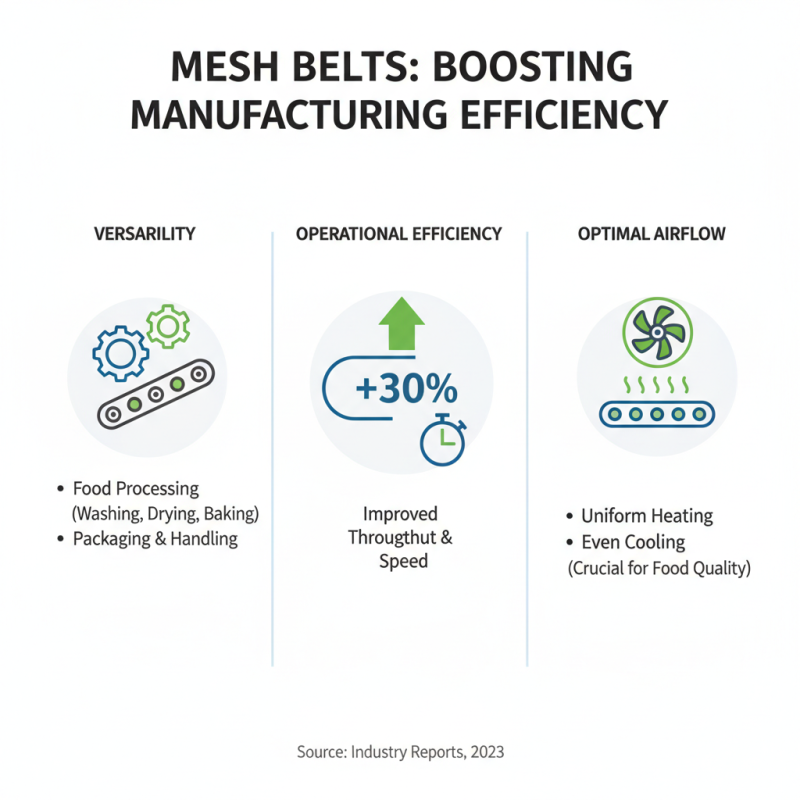
Mesh belts play a pivotal role in the food processing industry. These belts are designed for efficiency and versatility. They allow products to move smoothly through various processing stages. Their open structure facilitates airflow, which is essential for drying and cooling processes. This feature helps maintain the food's quality while reducing energy consumption.
In industrial applications, mesh belts are commonly used in baking and frying operations. They transport food items consistently, ensuring even cooking and browning. However, there can be challenges as well. For example, residue build-up on the belt can affect product quality and hygiene. Regular maintenance is crucial to address this issue effectively.
Additionally, the use of mesh belts requires careful consideration of materials. The choice of materials impacts durability and performance. Sometimes, the balance between strength and flexibility can be elusive. Over time, some belts may wear out faster than expected, potentially disrupting production. Reflecting on these factors can lead to better decision-making in food processing operations.
Role of Mesh Belts in Material Handling Systems
Mesh belts play a significant role in modern material handling systems. They are designed to transport various types of products efficiently. Typically made from materials like stainless steel or polymer, mesh belts offer durability and flexibility. Their open structure allows air circulation, which is vital for cooling or drying processes.
In manufacturing environments, these belts can handle a range of materials, from heavy metal parts to delicate food items. The adaptability of mesh belts facilitates smooth transitions between different production stages. Unfortunately, some systems experience wear and tear, leading to maintenance challenges. Regular checks are necessary to ensure optimal performance.
Moreover, while mesh belts are efficient, they are not immune to issues. Sometimes, products may slip or misalign during transport. This can lead to delays and disruptions in production. Consistent monitoring and adjustment are crucial to mitigate these risks. Effective management of mesh belt systems can significantly enhance overall productivity.
What is Mesh Belt and Its Applications in Modern Industries?
| Application Area |
Mesh Belt Material |
Load Capacity (kg/m²) |
Operating Temperature (°C) |
Key Advantages |
| Food Processing |
Stainless Steel |
200 |
-40 to 200 |
Corrosion Resistance, Hygiene |
| Automotive Industry |
Wire Mesh |
150 |
-20 to 180 |
Durability, High Strength |
| Textile Industry |
Polyester |
100 |
-30 to 150 |
Lightweight, Flexibility |
| Pharmaceuticals |
Nickel Alloy |
180 |
-50 to 250 |
High Temperature Resistance |
Advantages of Mesh Belts in Modern Manufacturing Processes
Mesh belts are gaining traction in modern manufacturing due to their versatility. These belts excel in various applications, from food processing to packaging. According to industry reports, mesh belts can improve operational efficiency by up to 30%. Their design allows for optimal airflow, ensuring uniform heating or cooling—a crucial factor in food-related processes.
One remarkable advantage of mesh belts is their durability. Made from materials like stainless steel or plastic, they resist wear and tear. This durability translates into lower maintenance costs over time. However, some manufacturers overlook the importance of proper belt selection for their specific processes. A mismatch can lead to inefficiencies and unexpected downtimes, negatively impacting production cycles.
Moreover, mesh belts are easy to clean, ensuring compliance with hygienic standards. Many industries report reduced downtime during cleaning cycles due to this feature. Nevertheless, the initial investment can be daunting for small businesses. It leads to a prolonged hesitation in adopting these advanced systems, which might impede their growth in the competitive landscape. Emphasizing employee training on proper usage might ease these concerns, ultimately enhancing overall workflow efficiencies.