What is Wire Conveyor Belt and How Does It Work?
In the realm of industrial manufacturing, the "Wire Conveyor Belt" plays a crucial role. According to industry expert John Smith, “Wire conveyor belts offer unparalleled durability and versatility.” This insight speaks volumes about the belt's importance in various sectors.
Wire conveyor belts are essential for transporting goods efficiently. They are particularly valued for their strength and ability to endure high temperatures. Many factories rely on them to streamline production processes. However, not all wire belts meet rigorous standards. Some may wear out quickly or lack flexibility.
Understanding the construction and operation of wire conveyor belts is vital. They typically consist of interwoven metal wires, allowing air circulation. This feature is indispensable when conveying hot products. While they provide great advantages, it’s essential to choose the right type for specific applications. This choice can make or break efficiency in the manufacturing process.

What is a Wire Conveyor Belt: Definition and Overview
A wire conveyor belt is a durable transport solution, primarily used in manufacturing and food processing industries. These belts consist of interwoven metal wires, offering exceptional strength and heat resistance. They effectively carry products, allowing for smooth transitions between different production stages. According to industry reports, wire conveyor belts can transfer heavy loads efficiently while minimizing downtime.
Wire conveyor belts are adaptable to various applications. Their design can accommodate different sizes and shapes of products, enhancing operational efficiency. Many industries report improved productivity with the use of these belts. In food processing, for instance, wire belts allow for better sanitation and facilitate cleaning due to their open structure. This aspect is crucial, as hygiene is a top priority in food safety.
Tips: Regular maintenance can extend the life of your conveyor belt. Check for wear and tear frequently. Also, consider the right belt for your specific needs. A poorly chosen belt may lead to performance issues and increased costs. It's essential to invest time in choosing the correct wire conveyor belt to maximize efficiency.
Key Components of Wire Conveyor Belts: Material and Design
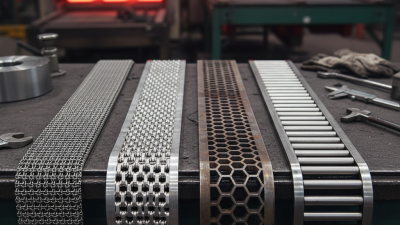
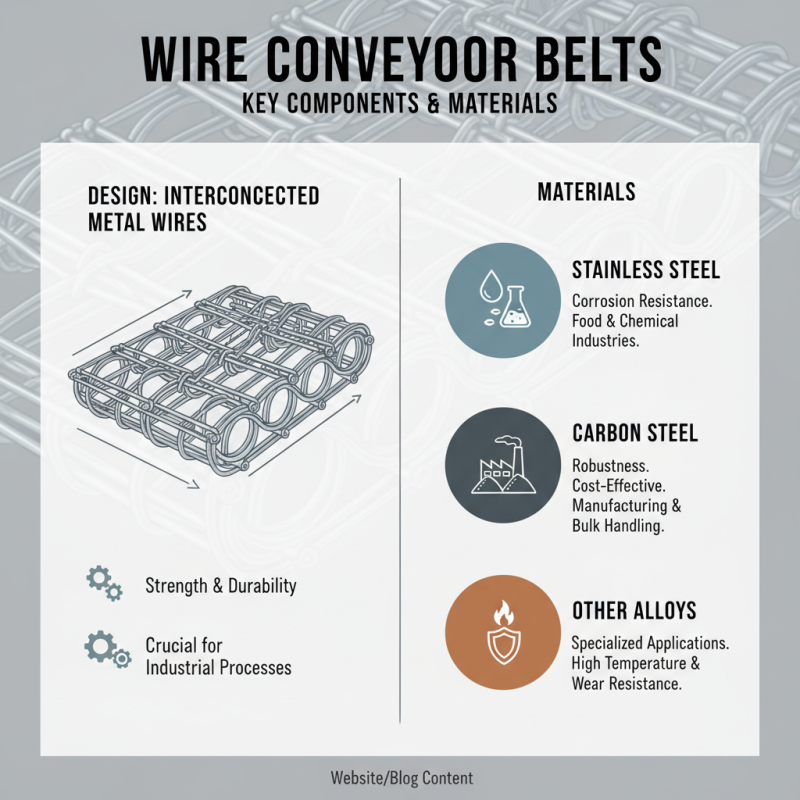
Wire conveyor belts are crucial in various industrial processes. Their construction includes a series of interconnected metal wires, which offer strength and durability. The most common materials used in wire conveyor belts include stainless steel, carbon steel, and other alloys. Stainless steel is favored for its corrosion resistance, while carbon steel offers robustness at a lower cost.
The design of these belts typically features either flat or raised surfaces. Each design serves specific needs. For instance, raised surfaces improve grip for carrying materials. A report from the Conveyor Equipment Manufacturers Association indicates that properly designed wire belts can enhance productivity by 25%. However, the choice of material and design must consider the product being conveyed and the environment. High-temperature applications may require specialized alloy compositions.
Despite their advantages, the efficiency of wire conveyor belts can be compromised. Factors such as belt tension, alignment, and maintenance play significant roles. Regular inspections are necessary to avoid wear and tear, which can lead to costly downtimes. Understanding these components allows for better decision-making in industrial settings, ultimately affecting overall operational efficiency.
Mechanisms of Operation: How Wire Conveyor Belts Move Materials
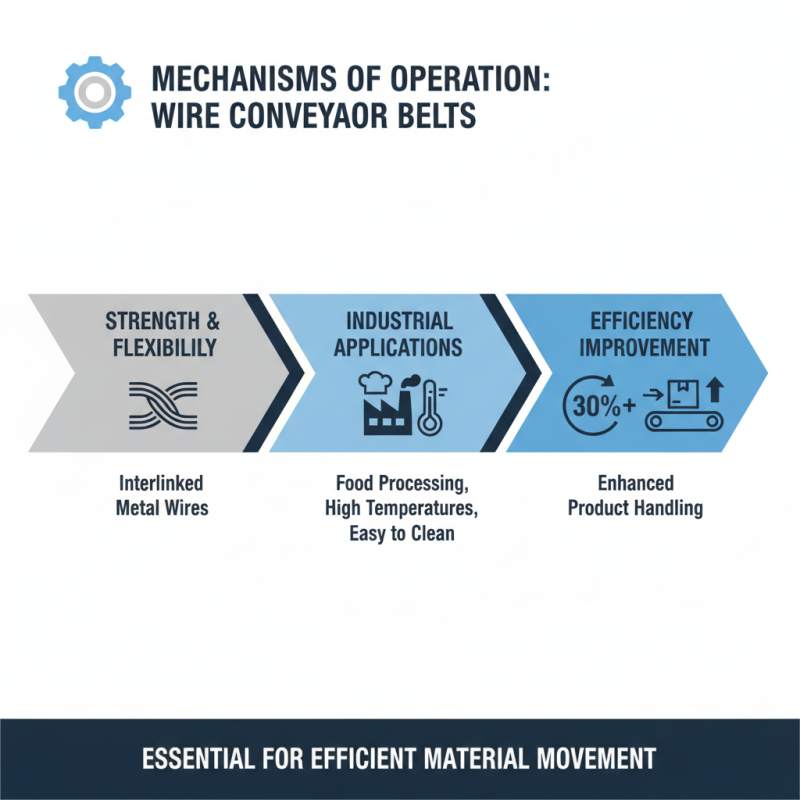
Wire conveyor belts are essential in various industries for moving materials efficiently. These belts consist of interlinked metal wires, providing strength and flexibility. In food processing, for instance, they withstand high temperatures and are easy to clean. According to industry reports, wire conveyor belts can improve product handling efficiency by over 30%. This statistic highlights their importance in enhancing operational capabilities.
The mechanism of operation relies on a series of pulleys and motors. The conveyor belt moves continuously, allowing for seamless transport. As the belt moves, its design permits air circulation, which aids drying or cooling processes. A study from the Conveyor Equipment Manufacturers Association indicates that well-structured wire belts can reduce material handling costs by 15-20%. This is crucial for businesses aiming to optimize their logistics.
However, not all wire conveyor systems are perfect. Maintenance is a key challenge, as wear and tear can affect performance. Regular inspections are necessary to identify issues early. Some users also report that noise levels can be a concern in quieter work environments. Addressing these factors can lead to better longevity and reliability in operations.
Industry Applications: Where Wire Conveyor Belts are Used Most
Wire conveyor belts are essential in various industries due to their unique properties. They provide a sturdy and reliable solution for transporting materials. A recent industry report noted that the global wire conveyor belt market is expected to grow at a CAGR of 4.5% from 2023 to 2030. This indicates a steadily increasing demand across several sectors.
In food processing, wire conveyor belts are frequently used for baking and cooling applications. They are preferred for their durability and ease of cleaning. The ability to withstand high temperatures makes them ideal for this environment. Additionally, their open structure promotes effective air circulation, crucial in this industry. Similarly, in the automotive sector, wire conveyor belts play a vital role in assembling and transporting parts. Their strength helps support heavy components effortlessly.
However, despite their advantages, wire conveyor belts can present challenges. Installation requires careful alignment to avoid operational issues. Regular maintenance is necessary to ensure optimal performance. Any neglect may lead to premature wear and tear. Industries must consider these factors when integrating wire conveyor belts into their systems, balancing their benefits with these potential drawbacks.
Performance Metrics and Efficiency: Analyzing Wire Conveyor Belt Effectiveness
Wire conveyor belts are essential in various industries, serving as a backbone for efficient material transport. Their reliability is often measured through performance metrics such as load-bearing capacity, wear resistance, and operational speed. According to industry studies, wire conveyor belts can withstand loads of up to 600 kg per square meter with minimal deformation. This is crucial for manufacturing and processing sectors that require robust solutions.
Efficiency is another critical factor. Reports indicate that well-optimized wire conveyor systems can reduce downtime significantly. For instance, effective belt design can lead to energy savings of up to 20%. These systems are often constructed from stainless steel or other durable materials, which enhance longevity and performance. However, not all designs achieve optimal efficiency. Failures in maintenance can lead to increased friction and wear, ultimately lowering productivity. Regular inspections and timely repairs are necessary but frequently overlooked.
Another point of consideration is the belt's adaptability to various environments. While wire conveyor belts can operate in high-temperature settings, each application may present unique challenges. Some installations struggle with dust buildup, which can severely impact performance. Addressing these issues often requires additional investments in cleanliness and monitoring systems. Overall, while wire conveyor belts prove effective, consistent evaluation and adaptation are key to maximizing their potential.
What is Wire Conveyor Belt and How Does It Work? - Performance Metrics and Efficiency: Analyzing Wire Conveyor Belt Effectiveness
| Metric |
Value |
Unit |
| Belt Width |
48 |
inches |
| Load Capacity |
2000 |
lbs |
| Operating Speed |
150 |
feet/min |
| Material Type |
Stainless Steel |
- |
| Temperature Resistance |
1000 |
°F |
| Efficiency Rate |
95 |
% |
| Lifespan |
10 |
years |