Leave Your Message
In today's competitive landscape, the role of an Industrial Conveyor Belt is crucial. It serves as the backbone of many manufacturing processes. Companies rely heavily on these belts to enhance productivity and streamline operations.
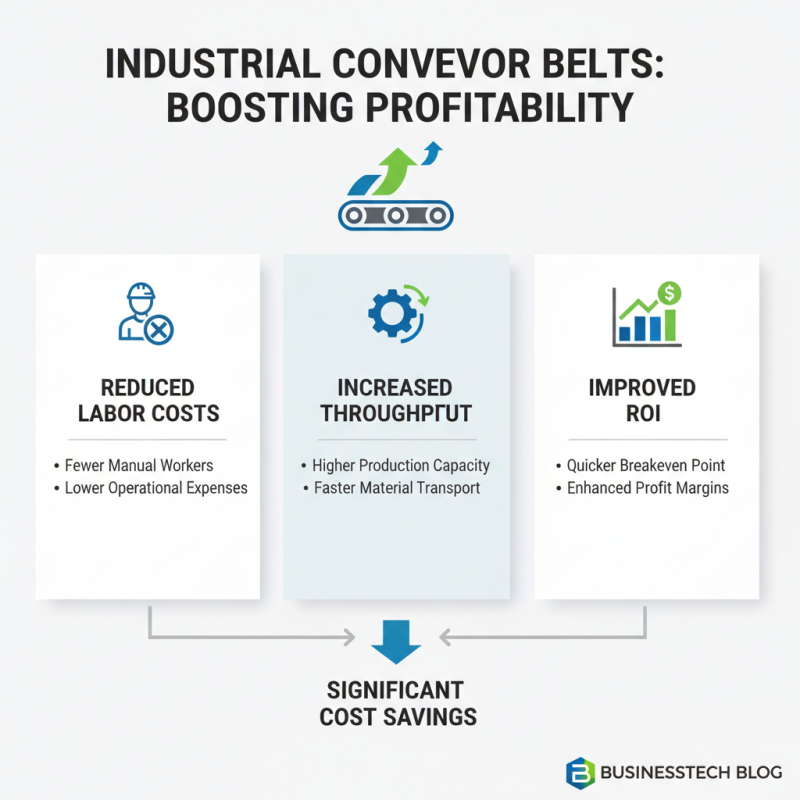
An Industrial Conveyor Belt improves efficiency while reducing manual labor. This leads to faster production times. Additionally, it minimizes the risk of errors during material handling. Productivity gains can be substantial, but implementation can be tricky.
Investing in quality conveyor belts can be daunting. However, the potential benefits are clear. Understanding these advantages can lead to better decision-making for your business. The impact of an Industrial Conveyor Belt can vary, but its importance remains undeniable.

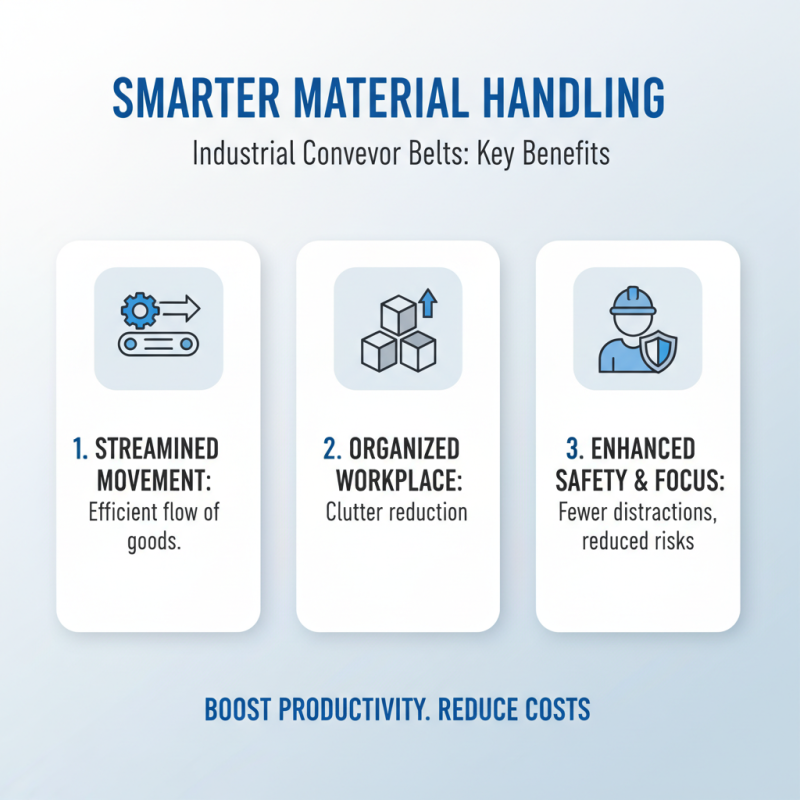
Industrial conveyor belts play a vital role in streamlining operations across various sectors. They enhance efficiency by allowing products to move seamlessly along a designated path. This minimizes manual handling, reducing the risk of injuries and increasing productivity. Workers can focus on more complex tasks instead of repetitive movements. However, there are times when maintenance is overlooked. Regular checks are crucial to avoid unforeseen downtime.
Additionally, conveyor belts optimize space usage in facilities. They enable vertical and horizontal movement of goods, making it easier to utilize available areas. This can lead to better organization of stock and quicker access to needed materials. Yet, not all conveyor setups are created equal. The design must cater to specific needs. Improperly laid out systems can create bottlenecks rather than alleviate them.
The adaptability of conveyor belts is another advantage. They can be customized to fit various production lines and industries. This flexibility comes in handy when businesses expand or alter their operations. Nevertheless, some companies underestimate the initial investment. It’s important to evaluate long-term benefits over short-term costs. A thorough analysis can ensure that the decision to implement conveyor systems is sound.