2026 Best Industrial Conveyor Belt Options for Efficient Operations?
The Industrial Conveyor Belt sector is poised for transformation in 2026, driven by advancements in efficiency and technology. According to a recent market report, the global conveyor belt industry is expected to reach $7 billion by the end of this decade. Expert Mark Johnson states, "The future of industrial operations lies in optimizing conveyor systems for maximum productivity."
In an era where automation is key, the right conveyor belt selection can significantly impact operational flow. Companies are now prioritizing smart features and energy efficiency. However, not all options meet stringent quality standards. The introduction of certifications like ISO and CE is crucial in ensuring durability and performance.
Yet, the industry faces challenges. Many companies still rely on outdated conveyor solutions, which can hinder productivity. As noted in recent studies, about 30% of operations still use legacy systems. This calls for reflection on how modernization can redefine operational capabilities. The journey toward efficient industrial conveyor belts will require strategic choices and ongoing assessment.

Overview of Conveyor Belt Types for Industrial Applications
Conveyor belts play a vital role in industrial operations. They transport materials efficiently and reduce manual labor. Understanding various types of conveyor belts helps industries optimize performance. According to a 2023 market research report, conveyor systems are projected to reach $8.5 billion by 2027. This growth highlights the importance of selecting the right conveyor belt.
There are several types of conveyor belts. The most common include modular belts, flat belts, and cleated belts.
Modular belts are versatile and durable. They are ideal for applications needing frequent cleaning. Flat belts are suitable for transporting lightweight materials. They are popular in food processing and manufacturing industries. Cleated belts include raised surfaces to prevent material slippage. This feature is crucial in inclined applications. Data from industry experts indicates that over 30% of manufacturing facilities utilize cleated belts for enhanced safety.
However, not every conveyor belt fits each application. Choosing the wrong type can lead to inefficiencies. Some facilities face frequent breakdowns due to poor belt selection. In some instances, maintenance costs can exceed $10,000 annually due to inappropriate conveyor use. Industries must evaluate their specific needs carefully, as making the wrong choice can hinder workflow.
Key Factors Influencing the Selection of Conveyor Belts
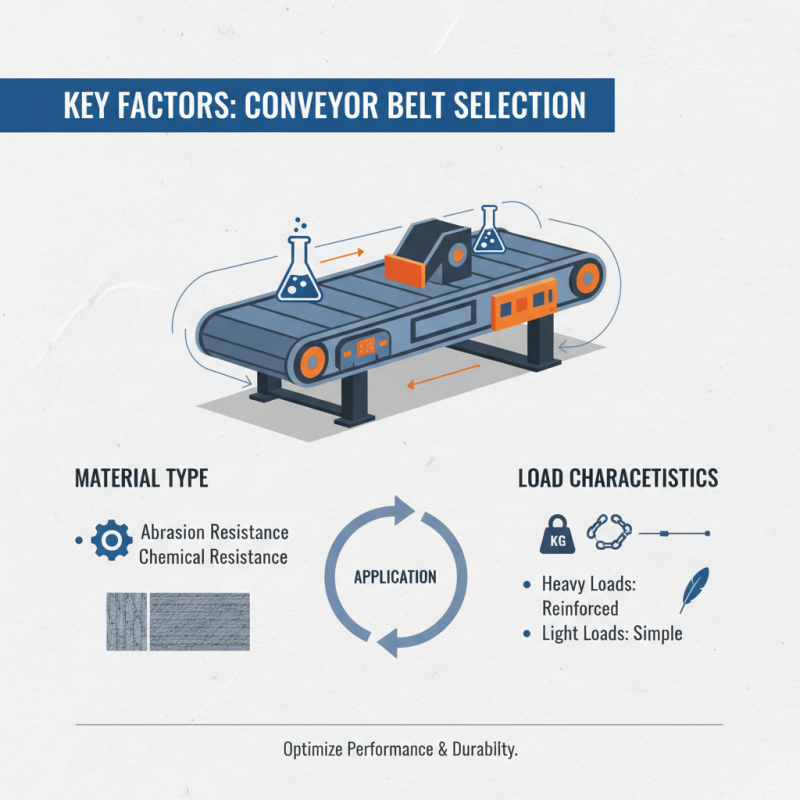
When selecting industrial conveyor belts, several key factors come into play. Material type is crucial. Different materials offer distinct advantages. For instance, certain materials resist abrasion better than others. Consider the load characteristics as well. Heavy loads may require reinforced belts. Conversely, lighter loads can utilize simpler designs.
Temperature resistance is another important factor. Some operations may expose belts to extreme temperatures. This can lead to faster wear and tear. It's wise to choose a belt suited for such environments. Additionally, the operational environment matters. Dust, moisture, and chemicals can all impact belt longevity. Not all belts can withstand harsh conditions.
Lastly, maintenance requirements should not be overlooked. Some belts demand frequent inspections and adjustments. This can lead to unexpected downtimes. Reflect on the balance between durability and ease of maintenance. An ideal choice should minimize disruptions while ensuring efficiency. Careful consideration of these factors can enhance operational efficiency significantly.
Top Brands and Models of Conveyor Belts for Efficiency in 2026
In 2026, industries increasingly rely on conveyor belts to streamline operations. Selecting the right conveyor belt is crucial for efficiency. Various designs serve specific needs, from lightweight options for packaging to heavy-duty belts for mining. It's essential to evaluate the materials used in these belts. Some options may wear out quickly, leading to increased costs. Regular maintenance is vital to extend the lifespan of any conveyor belt.
Top models currently focus on enhanced durability and performance. Many belts now incorporate advanced technology, improving tracking and reducing slippage. A common issue is misalignment, which can impede flow and create bottlenecks. Users must consider the surroundings, like temperature and humidity, which can affect belt performance. While many brands offer impressive solutions, not every model fits every environment. Investing time in research could yield better results.
When choosing conveyor belts, reflect on specific operational challenges. Not every option may work as intended. Gathering feedback from different sectors can illuminate potential pitfalls. Consulting with experts can also lead to informed choices. However, trial and error often becomes part of the process. This journey can result in observing patterns and discovering effective solutions over time.
Maintenance Tips for Extending the Lifespan of Conveyor Belts
Conveyor belts are crucial for industrial operations.
Proper maintenance extends their lifespan significantly.
According to industry reports, regular upkeep can increase efficiency by up to 30%.
Regular inspections can identify wear and tear early. These checks are essential for minimizing downtime.
Cleaning the conveyor belt regularly is vital. Dirt and debris can lead to increased friction.
This wear can shorten the belt's life. A report from the Conveyor Equipment Manufacturers Association states that a clean belt can improve operational efficiency.
Additionally, organizations should address alignment issues promptly. Misalignment not only causes premature wear but also affects overall productivity.
Operators often overlook the importance of proper tension. Too loose or too tight tension can damage the belt.
Monitoring tension levels can prevent costly repairs. Experts suggest training staff on maintenance practices. A well-informed team can handle minor issues effectively.
Ignoring these maintenance tips can lead to unplanned shutdowns. These lost hours can have significant negative impacts on production schedules.
Future Trends in Industrial Conveyor Belt Technology and Innovations
The future of industrial conveyor belt technology is evolving rapidly. Innovations are focusing on automation and smart features. According to a recent report by Grand View Research, the global conveyor system market is projected to reach $9.5 billion by 2025. This highlights an increasing demand for efficiency in operations.
The integration of AI and IoT in conveyor systems is transforming manufacturing. Smart sensors monitor belt performance, reducing downtime. A study from McKinsey shows that predictive maintenance can decrease costs by up to 20%. However, the transition to these advanced systems can be challenging. Companies often face a steep learning curve and high initial investment.
Sustainability is another pressing issue. Many companies are looking for eco-friendly materials for conveyor belts. The use of recycled materials is gaining traction. However, not all materials perform equally well. Testing is crucial to ensure longevity and effectiveness. Balancing efficiency and sustainability remains an ongoing debate in the industry.
2026 Best Industrial Conveyor Belt Options for Efficient Operations
This chart illustrates the efficiency ratings of different types of industrial conveyor belts based on research data collected for 2026. The types considered include PVC, Rubber, Modular Plastic, and Wire Mesh belts. The efficiency ratings are based on factors such as load capacity, durability, and maintenance requirements.