2026 Best Wire Conveyor Belt Options for Global Buyers?
In the competitive landscape of manufacturing, choosing the right equipment is crucial. Wire conveyor belts are integral to efficient operations across various industries. Reports from industry experts highlight that the wire conveyor belt market is expected to grow significantly, with an annual growth rate of approximately 5% until 2026. This increase emphasizes the rising demand for durability and versatility in material handling.
Wire conveyor belts are praised for their strength and longevity. They are essential in sectors such as food processing, automotive, and packaging. These belts can withstand high temperatures and heavy loads. However, buyers often face challenges in selecting the best options. Variations in materials and designs can affect performance and cost-effectiveness.
Understanding these nuances is vital. Buyers must weigh specifications against their operational needs. The lack of standardization in the industry can create confusion. Choosing a suitable wire conveyor belt requires careful consideration, as the right choice can enhance efficiency while minimizing downtime.
Top Wire Conveyor Belt Types Available in 2026 for Global Markets
As industries evolve, the demand for
wire conveyor belts
has increased significantly. In 2026, buyers will find a variety of options catering to specific needs.
Stainless steel wire conveyor belts
remain a popular choice due to their durability and resistance to corrosion. According to industry reports,
these belts account for approximately 35% of the global market share, highlighting their
reliability in food processing and packaging sectors.
Meanwhile,
mesh wire belts
are favored for their versatility. They excel in applications ranging from manufacturing to electronics.
A recent analysis indicated that mesh wire belts have seen a 15%% growth in usage over
the past five years. Despite their advantages, the complexity of installation and maintenance can pose
challenges for some buyers. This is where understanding the specifics of various belt types becomes crucial.
Wire conveyor belts also include options like
spiral belts,
often used in cooling and freezing processes. Their unique design optimizes space and airflow. However,
cost considerations and installation difficulties can be barriers for new adopters. The market is projected
to continue expanding, yet challenges related to sourcing and technology adoption remain. Buyers must weigh
these factors when selecting the most suitable wire conveyor belt for their operational needs.
Key Factors to Consider When Choosing Wire Conveyor Belts
When selecting wire conveyor belts, quality and durability are paramount. Buyers should examine the materials used in manufacturing. Stainless steel is often a top choice due to its resistance to corrosion and high temperatures. Look for belts that can withstand harsh environments. This ensures longevity and efficiency.
Another important factor is the belt's design and mesh size. A well-designed belt helps in achieving optimal product flow. If the mesh is too fine, it can trap debris. Conversely, if it's too coarse, small items may slip through. Striking the right balance is crucial for effective operation.
Additionally, consider your specific application. Different industries have unique requirements. Food processing may need belts that are easy to clean. In contrast, heavy industry might require belts that can bear significant loads. Understanding your needs can prevent costly missteps. Regularly assessing performance and maintenance needs is essential too. Some may overlook that consistent monitoring can reveal improvement areas.
Leading Manufacturers of Wire Conveyor Belts for International Buyers
The wire conveyor belt market is evolving rapidly. Global buyers are seeking efficient solutions for material handling. According to a recent industry report, the wire conveyor belt sector is anticipated to grow at a CAGR of 4.5% until 2026. This growth indicates increasing investments in manufacturing and automation processes worldwide.
Leading manufacturers in this field are focusing on developing durable and versatile products. Their offerings range from stainless steel conveyor belts to specialty designs for specific applications. A notable trend is the rise of custom belts tailored to unique operational needs. These customizations enhance efficiency and reduce downtime. However, some manufacturers struggle with quality consistency, leading to reliability issues.
Buyers must carefully assess their suppliers. Evaluating experience and production capabilities is essential. A trusted manufacturer often provides better quality and service. Industry data shows that performance impacts overall productivity significantly. Hence, understanding the supplier’s track record becomes crucial for international buyers. Some companies may not meet the rigorous industry standards, which can result in poor operational outcomes. Balancing cost and quality is a challenge that requires careful consideration.
2026 Best Wire Conveyor Belt Options for Global Buyers
| Belt Type |
Material |
Width (mm) |
Thickness (mm) |
Temperature Range (°C) |
Applications |
| Balanced Weave |
Stainless Steel |
600 |
2.0 |
-20 to 300 |
Food Processing |
| Flat Wire |
Carbon Steel |
750 |
3.0 |
-15 to 250 |
Material Handling |
| Municipal |
Polymer |
500 |
4.0 |
-10 to 150 |
Waste Management |
| Chain Link |
Stainless Steel |
800 |
5.0 |
0 to 400 |
Textile Industry |
| Locking Edge |
Aluminum |
900 |
2.5 |
-20 to 320 |
Beverage Industry |
Innovative Materials and Technology in Wire Conveyor Belt Production
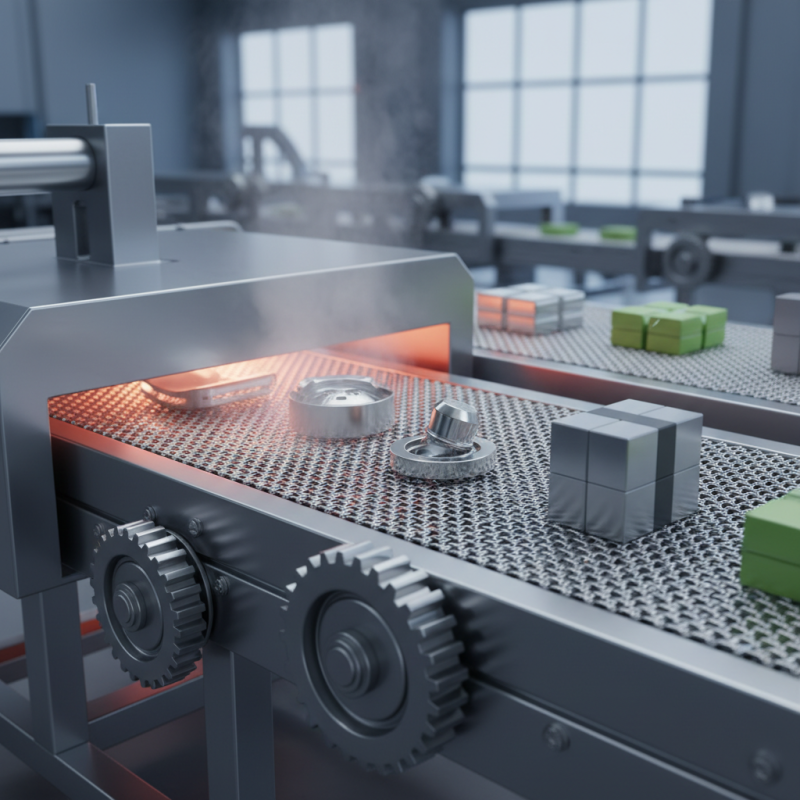
The wire conveyor belt industry is evolving rapidly. Innovative materials are at the forefront of this change. Advanced metals and alloys are now used in belt production. These materials offer increased strength and durability. Many manufacturers are exploring corrosion-resistant options. This innovation extends the lifespan of conveyor belts.
New technology plays a crucial role as well. Smart manufacturing techniques are optimizing production processes. Automation ensures precision and efficiency. However, challenges remain in balancing cost and performance. Many firms still rely on older methods, which can hinder advancements. It's essential to embrace these new technologies for growth.
Sustainability is another critical area. Eco-friendly materials are gaining traction but often at a higher cost. The balance between environmental impact and affordability can be tricky. Buyers must consider the long-term benefits of innovative options. Selecting the right wire conveyor belt requires careful evaluation of these factors.
Applications and Industries That Benefit from Wire Conveyor Belts in 2026
In 2026, wire conveyor belts will serve various industries efficiently. These belts are vital in manufacturing, food processing, and logistics. They offer durability and versatility, making them ideal for heavy loads and high temperatures. In the food industry, stainless steel wire belts are essential for hygiene and ease of cleaning. They withstand repeated washing, ensuring food safety.
Tips: When choosing a wire conveyor belt, consider the material. Stainless steel is a popular option, but other materials like plastic may be suitable for lighter applications. Regular maintenance can prolong the lifespan of your belts. Inspect for wear and tear to avoid unexpected breakdowns.
The automotive and metalworking sectors also benefit greatly. Wire belts facilitate smooth transport of parts through processes like assembly and welding. They are designed to handle sharp edges and heavy weights. However, some users overlook load limits, which can lead to accidents. Ensure operators are trained to manage loads effectively.
Consider the belt weave pattern too. Different weaves cater to specific applications. A plain lattice may work for delicate items, while a reinforced weave suits heavier goods. Always revisit your requirements as production needs evolve over time. This reflection can foster better decision-making in choosing a reliable conveyor solution.