Top 10 Chain Conveyor Belt Manufacturers in China for Global Buyers?
In the dynamic landscape of logistics, the Chain Conveyor Belt industry stands out for its innovation and efficiency. Dr. Emily Zhang, a leading expert in industrial automation, emphasizes, “The strength of a supply chain lies in its ability to adapt, and Chain Conveyor Belts are crucial to this agility.” This perspective highlights the essential role these belts play in various sectors.
As global buyers seek reliable solutions, understanding the top manufacturers in China becomes essential. The Chain Conveyor Belt market is diverse and competitive. Companies strive to offer superior products that meet international standards while addressing local demands. Each manufacturer brings unique strengths to the table, creating a myriad of options for businesses worldwide.
However, with numerous choices comes complexity. Not all manufacturers guarantee the same quality or service level. Buyers need to conduct thorough research, ensuring they partner with reputable brands. The impact of choosing the right Chain Conveyor Belt can be profound, influencing productivity and operational costs. Engaging with trusted experts and considering user experiences can lead to wiser decisions in this critical industry.

Overview of Chain Conveyor Belts and Their Importance in Industry
Chain conveyor belts are crucial in various industries, facilitating efficient material handling. They are designed to transport goods seamlessly across different stages of production. Often made from durable materials, these belts ensure reliability in heavy-duty applications.
In manufacturing, these conveyor systems enhance productivity. They reduce the need for manual labor, minimizing human error. However, improper maintenance can lead to breakdowns, causing delays. Many companies invest in training personnel, but this is often overlooked. Regular inspections are vital to maximize efficiency and lifespan.
Moreover, the choice of chain conveyor belt impacts overall operation. Factors like material type, load capacity, and environmental conditions must be considered. This complexity can be daunting for global buyers, requiring careful evaluation. Balancing cost and quality also presents a challenge, as cheaper options may lead to higher long-term expenses.
Key Factors to Consider When Choosing a Chain Conveyor Belt Manufacturer
When selecting a chain conveyor belt manufacturer, several key factors come into play.
Quality is paramount. Research reveals that nearly 40% of conveyor belt failures are linked to material defects.
A reliable manufacturer ensures that their products meet industry standards for durability and performance. Certifications from relevant bodies can provide insight into the quality control processes they utilize.
Cost is another critical consideration. While lower prices can be attractive, they often come with trade-offs in material quality and service.
According to industry reports, investing an additional 10% in a quality belt can yield a 25% reduction in operational costs over time.
Understanding the total cost of ownership is essential. This includes maintenance needs and expected lifespan.
Lastly, the manufacturer's reputation and track record matter significantly.
Industry reviews and customer testimonials can shine a light on their service reliability and responsiveness.
It is crucial to gather data on past project success rates. In a competitive landscape, a company’s experience and customer support can either enhance or disrupt the operation.
Balancing these factors will help global buyers make informed decisions.
Review of the Top 10 Chain Conveyor Belt Manufacturers in China
China is a leading player in the chain conveyor belt industry. Numerous manufacturers provide high-quality products for global buyers. In recent reports, the market value of conveyor belts in China was estimated to exceed $2.5 billion in 2023, with a projected growth rate of 6.8% annually. This growth indicates the rising demand for efficient material handling systems across various sectors.
The chain conveyor belt market is diverse. Factors such as material quality and technology impact the production process. A significant portion of manufacturers focuses on R&D to improve product durability and efficiency. Interestingly, while many companies excel in mass production, some struggle with quality assurance, leading to inconsistent product performance. This aspect is crucial for buyers who rely on these belts for critical operations.
Sustainability is becoming a focal point. Many manufacturers are now exploring eco-friendly materials. However, the journey toward sustainability is challenging. Some producers still rely on traditional methods, which can harm the environment. Buyers must be aware of these practices when selecting suppliers. Transparency in manufacturing practices is essential for long-term partnerships and reliability in supply chains.
Comparative Analysis of Product Offerings by Leading Manufacturers
When exploring the top chain conveyor belt manufacturers in China, a comparative analysis reveals significant variations in product offerings. Many manufacturers focus on customizable solutions. This is an essential feature for clients needing specialized applications in industries like food processing and automotive. Several companies provide belts made from various materials, ensuring durability and performance in specific environments.
Quality control standards differ among manufacturers. Some prioritize rigorous testing procedures to guarantee longevity. Others may overlook these critical aspects, leading to inconsistencies in product performance. It's crucial for buyers to assess these factors based on their operational needs.
Installation and maintenance support also vary widely. Some firms offer comprehensive training programs, while others provide minimal guidance. This inconsistency can affect a buyer's operational efficiency. Researching potential partners’ service offerings can save time and resources in the long run. Understanding these nuances helps global buyers make informed decisions in an increasingly competitive market.
Top 10 Chain Conveyor Belt Manufacturers in China for Global Buyers
| Manufacturer |
Product Type |
Material |
Load Capacity (kg) |
Width Range (mm) |
Key Industries |
| Manufacturer A |
Roller Chain Conveyor |
Carbon Steel |
300 |
100 - 500 |
Food, Automotive |
| Manufacturer B |
Modular Belt Conveyor |
Plastic |
500 |
200 - 600 |
Packaging, Pharmaceuticals |
| Manufacturer C |
Wire Mesh Conveyor |
Stainless Steel |
400 |
100 - 800 |
Beverage, Chemical |
| Manufacturer D |
Chain Slat Conveyor |
Aluminum |
600 |
300 - 700 |
Electronics, Assembly |
| Manufacturer E |
Cleated Belt Conveyor |
Rubber |
350 |
150 - 600 |
Logistics, Mining |
| Manufacturer F |
Pocket Belt Conveyor |
PVC |
250 |
100 - 400 |
Agriculture, Food Processing |
| Manufacturer G |
Heavy Duty Conveyor |
Steel |
800 |
300 - 1000 |
Construction, Mining |
| Manufacturer H |
Flexible Conveyor |
Aluminum, Plastic |
300 |
200 - 800 |
Shipping, Warehousing |
| Manufacturer I |
Sanitary Conveyor |
Stainless Steel |
400 |
150 - 600 |
Pharmaceuticals, Food |
| Manufacturer J |
Incline Conveyor |
Rubber, Steel |
500 |
200 - 700 |
Mining, Recycling |
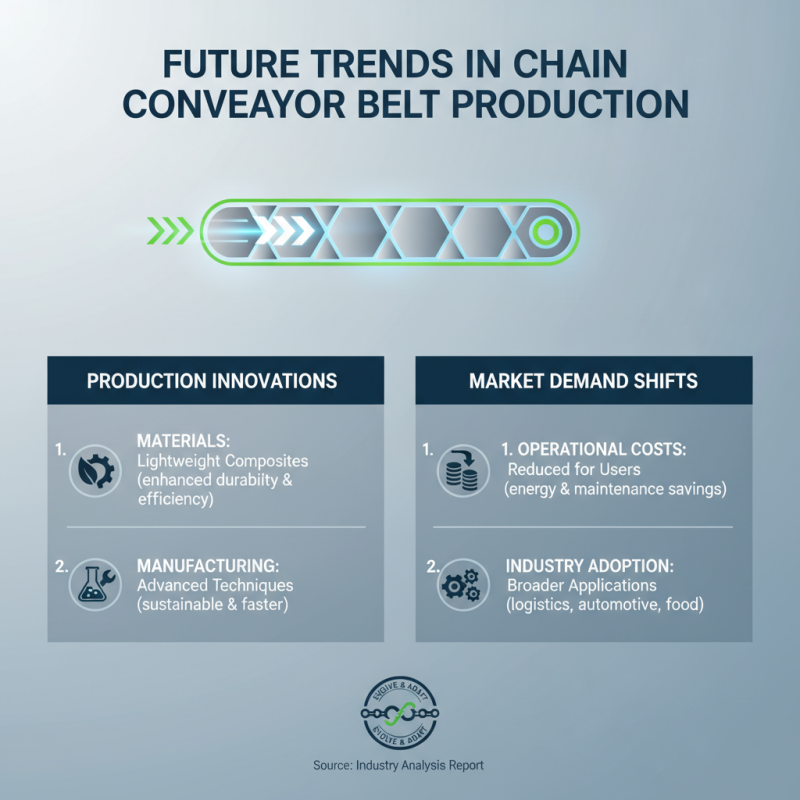
Future Trends in Chain Conveyor Belt Production and Market Demand
As industries evolve, the production of chain conveyor belts will adapt. Manufacturers are exploring innovative materials. This can enhance durability and efficiency. Lightweight composites may replace traditional metals. These changes could lead to lower operational costs for users.
Market demand is shifting towards automation and sustainability. As companies seek to streamline processes, smart conveyor systems emerge. Integration with IoT technology can optimize performance. However, these advancements require significant investment and expertise. Not all manufacturers can keep pace with these trends.
Another area to watch is environmental regulations. As governments enforce stricter standards, manufacturers must adapt. Using recycled materials in production will be essential. Yet, finding sustainable sources presents its own challenges. Balancing cost and environmental responsibility is complex. The future landscape of chain conveyor belts will demand adaptability and innovation.