How to Choose the Right Conveyor Belt for Your Business?
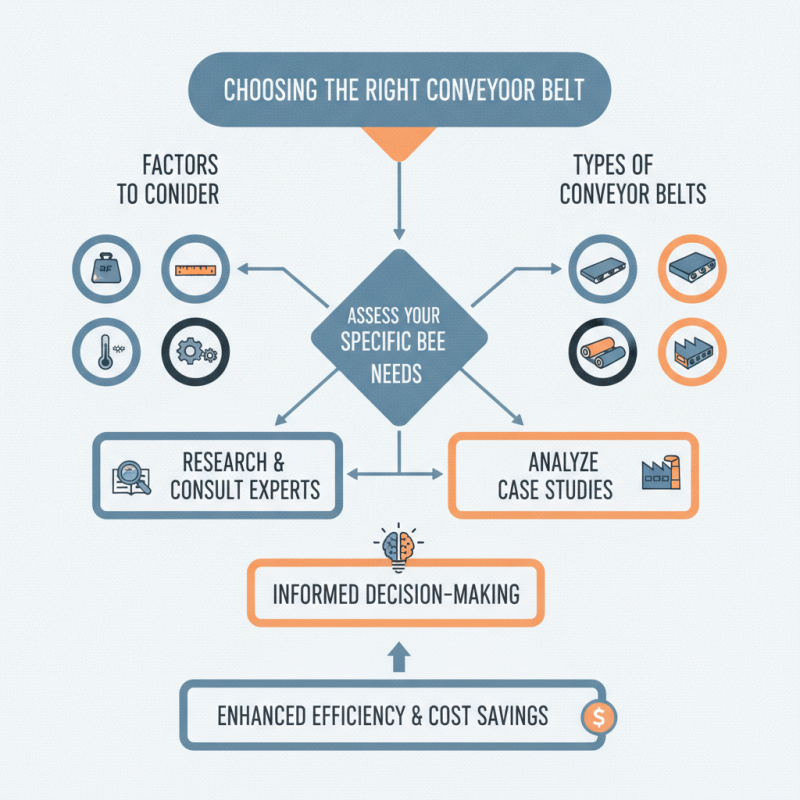
Choosing the right conveyor belt for your business can be challenging. There are many factors to consider. The conveyor belt plays a crucial role in your operations. A poorly chosen belt can lead to inefficiencies. It can increase downtime and affect productivity.
Several types of conveyor belts exist. Each type serves different industries and applications. Understanding your specific needs is essential. Your choice should reflect the materials being transported and the environment. Consider aspects like weight, width, and temperature resistance.
Research is important when selecting a conveyor belt. Consult with experts and gather recommendations. Analyze case studies from similar businesses. Making an informed decision can save costs in the long run. Reflect on your choices and their impact on operations. The right conveyor belt will enhance efficiency and drive success.
Understanding the Different Types of Conveyor Belts Available
Choosing the right conveyor belt starts with understanding the available types. Each conveyor belt has unique features that cater to specific industries and applications. For instance, modular belts excel in flexibility and can be customized for various products. They are ideal for tasks that require frequent changes in direction.
Flat belts offer a simple design and are great for transporting light to moderate loads. Their smooth surface allows for easy handling. They can be used in assembly lines, bakery operations, and more. Meanwhile, roller bed belts reduce friction for heavy loads. These are suitable for industries that need a sturdy solution for moving large items over long distances.
Reflecting on your needs is essential. Assess your operational environment. What loads will be transported? Will the conveyor belt face any chemical exposure? Consider the maintenance required for each type. Some may need regular inspections, while others have a longer lifespan. Not all belts are created equal. Identifying the best fit will save time and resources long-term.
Assessing the Specific Needs of Your Business Operations
When assessing the specific needs of your business operations, it is vital to consider several key factors. First, analyze the materials being transported. Different materials have unique properties that affect friction, abrasion, and temperature tolerance. For example, heavy-duty materials may require a reinforced belt, while delicate items need softer, more cushioning solutions.
Next, examine the operating environment. Data shows that over 70% of conveyor belt failures occur due to environmental factors like dust, moisture, or extreme temperatures. Choosing a belt designed for your specific conditions can enhance longevity and performance. Also, review the speed and incline of the conveyor system, as these factors impact the belt's load capacity.
Tips: Take time to monitor the specific working conditions. Regular inspections help identify wear and tear early, maximizing operational efficiency.
Additionally, consider the flexibility of the conveyor system. As your operations evolve, you might need to adapt or scale your conveyor solutions. A rigid setup can lead to higher costs and operational downtime. Industry reports indicate that flexible conveyor systems result in a 30% increase in productivity over static solutions. Always ensure that the chosen belt aligns with both current and future operational requirements.
Evaluating Material Compatibility and Durability Requirements
Choosing the right conveyor belt involves assessing material compatibility and durability. Each business has unique needs. The wrong choice can lead to costly delays or damages.
When evaluating materials, consider the types of products being transported. Certain materials require specific belt types. For instance, food-grade materials must meet strict safety standards. If the belt is not compliant, it can jeopardize overall operations. Additionally, chemical resistance is critical for industrial applications. Ignoring this could result in rapid wear and tear.
Durability is another key factor. A durable conveyor belt withstands wear from continuous use. Look at factors like temperature and abrasion resistance. A belt may fail if it cannot handle the environment. This can disrupt not just productivity but safety too. Choosing the right belt demands careful thought. Skipping this step may lead to unforeseen issues.
How to Choose the Right Conveyor Belt for Your Business?
| Belt Type |
Material Compatibility |
Durability Rating |
Temperature Range (°C) |
Applications |
| PVC Belt |
Food Products, Light Chemicals |
Moderate |
-10 to 60 |
Food Processing, Packaging |
| Rubber Belt |
Heavy Materials, Chemicals |
High |
-20 to 80 |
Mining, Construction |
| Plastic Modular Belt |
Beverages, Pharmaceuticals |
Very High |
0 to 85 |
Food and Beverage, Pharmaceutical |
| Wire Mesh Belt |
High-Temperature Materials |
Very High |
150 to 200 |
Ovens, Heat Treatment |
| Fabric Belt |
Light Manufacturing, General Material |
Low to Moderate |
-10 to 50 |
Assembly Lines, Retail |
Calculating Cost-Effectiveness and Return on Investment
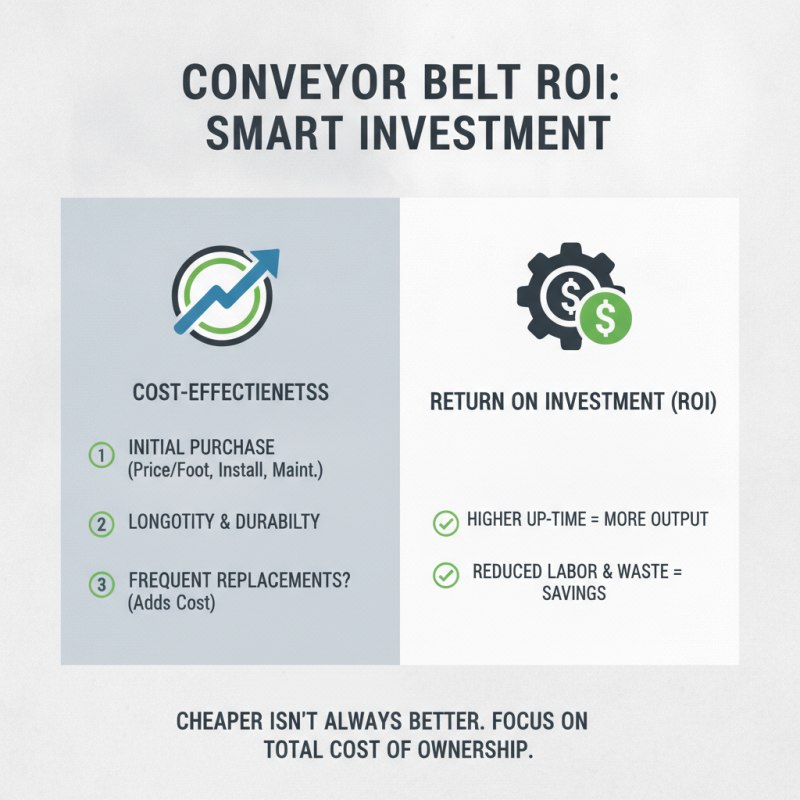
When selecting a conveyor belt for your business, cost-effectiveness is a key factor. Start by assessing the initial purchase cost. This often includes price per foot, installation fees, and potential maintenance expenses. A cheaper option may seem appealing. However, consider its longevity and durability. Will it require frequent replacements? Such replacements can add to overall costs.
Calculating return on investment (ROI) requires more than just upfront costs. Evaluate how the conveyor belt affects productivity. A well-chosen belt can speed up processes, reduce downtime, and enhance efficiency. Gather data on operational efficiency before making a decision. Often, businesses overlook the long-term benefits. An expensive belt can prove cost-effective over time.
Review maintenance schedules as well. Some conveyor belts may need regular servicing, impacting your budget. Others might run smoothly for years with little attention. Businesses should weigh these considerations carefully. Engage with experts to gather insights, but remember to analyze how these choices fit your specific operations. The right conveyor belt can transform not just productivity but also the overall success of your business.
Choosing Suppliers and Manufacturers for Quality Assurance
When selecting a supplier for conveyor belts, it’s crucial to assess their expertise and reliability. Not all manufacturers are seasoned in fabricating high-quality conveyor systems. Research their history and reputation. Look for companies with a proven track record in your industry.
Communication with potential suppliers can reveal a lot. Ask questions about their materials and manufacturing processes. A good supplier should be transparent about their quality assurance practices. Do they conduct regular testing? Are their belts customizable? These factors can significantly impact your operational efficiency.
Consider visiting their facilities if possible. This gives you a firsthand look at their operations. You might spot potential quality issues or areas of concern. Trust your instincts during these visits. Suppliers that hesitate to display their processes may not have the quality standards you require. Always reflect on the initial impressions and gather feedback from other professionals in the field to make a well-informed decision.
Conveyor Belt Types and Their Usage